Earráid i bhformáid ríomhphoist
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Taighde ar theicneolaíocht meaisínithe CNC agus bearta optamaithe feidhmithe le haghaidh obair chasta oibre
San fhoirmle: Is é A an táirgiúlacht; Is é VC an luas gearrtha próiseála; Is é F an bheatha ghearradh; Is é P an doimhneacht gearrtha. Bunaithe ar an staid iarbhír a bhaineann le próiseáil chasta oibre, ag cothromú na n -eilimintí gearrtha, ag rialú doimhneacht na próiseála gearrtha agus na bpróiseála oibre, ag moilliú luas an chaitheamh uirlisí, agus ag feabhsú go héifeachtach éifeachtúlacht mheaisíniú CNC de phíosaí casta oibre.3.4 Clampáil WorkpieceBíonn tionchar níos mó ag clampáil oibre ar an éifeacht a bhíonn ag meaisínithe CNC ar phíosaí casta oibre. Mar thoradh ar roghnú mícheart an mhodha clampála beidh fadhbanna cáilíochta próiseála oibre mar thoradh go díreach. Dá bhrí sin, le linn na próiseála iarbhír, ní mór d'oibreoirí an tábhacht a bhaineann le clampáil oibre a ardú, bunaithe ar staid iarbhír na n -obair chasta, an modh clampála oibre a bharrfheabhsú. Ní mór d'oibreoirí roinnt fachtóirí a bhreithniú, an fhrithchuimilt a dhearadh idir an obair chasta agus an daingneán, an suíomh teagmhála agus an déine, chun a chinntiú go bhfeabhsóidh an éifeacht próiseála, cáilíocht próiseála agus éifeachtúlacht. Ag an am céanna, chun an riosca a bhaineann le meaisínithe casta a dhéanamh de na hoibrithe casta de bharr earráidí i bparaiméadar clampála oibre, ní mór d'oibreoirí seiceáil paraiméadair a dhéanamh go gníomhach chun a chinntiú go gcomhlíonann an clampáil choigeartaithe riachtanais phróiseála na bpíosaí casta oibre.
3.5 Giniúint Cosáin Uirlisí
Sa obair chasta oibre CNC, tá giniúint na gcosán uirlisí ríthábhachtach, ach amháin chun a chinntiú go bhfuil an cosán uirlisí cruinn, is féidir uirlisí meaisín CNC a chlárú chun oibríochtaí meaisínithe a dhéanamh i gceart chun caighdeán próiseála na n -obair chasta a chinntiú. Tá difríochtaí idir an cosán meaisínithe CNC de phíosaí oibre éagsúla, agus tá sé riachtanach an bealach uirlisí a bharrfheabhsú i gcomhar leis an staid iarbhír. Faoi láthair, tá trí phríomh -mhodhanna ann maidir le giniúint cosáin uirlisí teicneolaíochta meaisínithe CNC. Ar an gcéad dul síos, baintear úsáid as próiseáil na n-obair chasta mhóra den chuid is mó chun an modh clársceidealaithe a shonrú, ag cur san áireamh na tosca a théann i bhfeidhm ar mheaisíniú CNC, agus ag barrfheabhsú go leanúnach ar dhearadh na gcosán uirlisí. Ar an dara dul síos, le cabhair ó chodanna cláir a ghiniúint chun dearadh na gcosán uirlisí a chomhlánú. Ar an tríú dul síos, an struchtúr sonraí chun cláir CNC a chomhlánú.
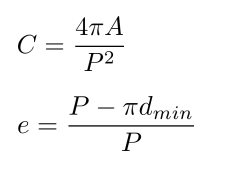
Ós rud é gur cruth neamhrialta é an t -obair chasta, tá a oibríocht ghearrtha níos minice, agus mar thoradh air sin tá sé i bhfad i staid reatha na huirlise, chun damáiste uirlisí a sheachaint le linn meaisínithe CNC, ní mór tús áite a thabhairt do roghnú na huirlise déine ard. Tiocfaidh caitheamh le huirlisí gearrtha le linn gearrtha, nuair nach bhfuil an rialú caitheamh oiriúnach, is mó an méid a chaitheann an t -uirlis a chuirtear i bhfeidhm ar mheaisíniú CNC ar shaothair chasta, ná tionchar díreach a bheith acu ar chaighdeán na próiseála oibre. Dá bhrí sin, le linn meaisínithe CNC, ní mór do theicneoirí iniúchadh rialta a dhéanamh ar chaitheamh uirlisí, nuair a bhíonn an méid caite 15% go 20%, an gá le huirlisí a athsholáthar go tráthúil. Is príomhpharaiméadar é an toirt a ghearradh i bpróiseas meaisínithe CNC de phíosaí oibre casta, agus is é an éifeacht a bhíonn ag rialú toirt gearrtha maith ná caitheamh uirlisí a laghdú agus an luas meaisínithe a chothromú. Is é an fhoirmle chun an toirt gearrtha a ríomh ná:
Bunaithe ar shaintréithe próiseála na bpíosaí oibre casta, sula gcuirtear teicneolaíocht meaisínithe CNC i bhfeidhm, is gá tréithe na n -obair chasta a aithint, chun iad a idirdhealú ó phíosaí oibre eile. Faoi láthair, tá sainaithint chasta chasta ag CNC ag aithint Meaisíní CNC den chuid is mó, sainaithint ghnéithe Chamfer agus sainaithint gné poll.
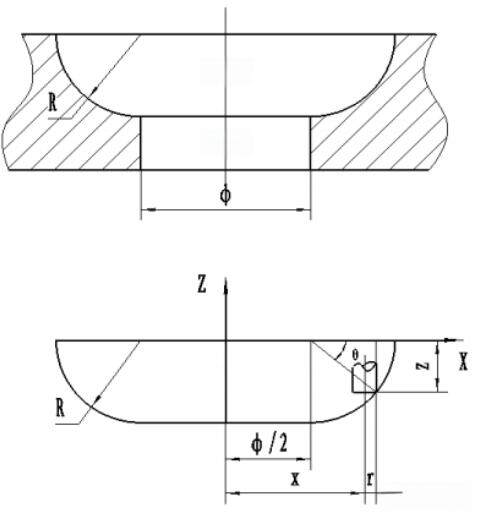
2.1 Aitheantas Gné Filléad
2.2 Aitheantas Gné Chamfer
Tá gnéithe Chamfer roinnte den chuid is mó ina dhá chineál: Chamfer Plána agus Chamfer Beveled. Ó thaobh na n -airíonna meicniúla de, is féidir le gnéithe Chamfer tiúchan struis na n -obair chasta a laghdú agus a neart tuirse a fheabhsú go héifeachtach. Is ionann an próiseas a bhaineann le haitheantas gné Chamfer agus an próiseas a bhaineann le haitheantas gné filléad, ach is é an difríocht ná go bhfuil sé riachtanach an ghné chamfer a aithint ina aonar, an dromchla nach bhfuil imill réidh ann a aithint, agus an cóimheas gné den dromchla a ríomh , atá laistigh de 5 de ghnáth. Le linn an ghné -aitheantas, ba chóir an uillinn idir an ghné chamfered agus na haghaidheanna comharsanacha a ríomh, agus is iondúil go ndéantar an uillinn a rialú ag 60 ° go 120 °.

![]()